CASTING METHODS

ALUMINUM CASTING
Aluminium can be cast using several different methods, the most common are high pressure die casting and sand casting. Ventana Hackås AB (VHs) provides Plaster mould casting and Rapid Casting. These are two less known complements to the above two methods. Plaster mould and Rapid Casting are suitable for volumes between approx. 1 to 500 pcs/year. Rapid Casting is a method for the production of prototypes based on a lost pattern produced by Selective Laser Sintering, SLS. The SLS-pattern is embedded into a plaster mould, which after being dried, is heated to a temperature high enough to completely burn away the pattern before the form is being filled with molten aluminium.
High pressure die casting requires larger series (min. 1000 pcs/year) due to relatively costly dies and high set-up costs. Hand-moulded sand casting is often used for larger components, with high demands on strength and where lower precision and surface finish can be tolerated. When a company requires aluminium castings with high surface finish and close tolerances in volumes up to approx. 500 pcs/year then Precision Castings according to the Plaster mould or Rapid Casting methods can be suitable alternatives.
Casting simulation of the metal flow and solidification are important tools in our process planning. We use the NowaFlow&Solid CV. software. We are of the opinion that simulation safeguards the optimal design of the gating system which in turn is a decisive factor for the performance of the end product. Sometimes the simulation results generate suggestions for changes in the product design.

PRECISION CASTING
The methods of aluminium precision casting were developed in the USA, from where it was imported to Sweden in the 1950s. Aluminium cast in plaster moulds formed on solid patterns, Solid Plaster Mould-SPM, and aluminium cast in ceramic moulds on lost wax patterns (Investment) are called Precision Castings. Precision Castings essentially have the same properties as high pressure die cast aluminium in terms of surface finish and precision but can be produced in smaller volumes, 5 – 1000 pcs/year, at a lower total cost.
The method of plaster mould casting is similar to sand mould casting but gives better surfaces and makes it possible to cast thinner crossections. Investment casting is based on pre-cast wax patterns that are embedded into ceramic forms and subsequently burned out before the form is being filled with molten aluminium, this method is suitable for castings with intricate geometries.
The two methods give greater freedom of design than what is possible with the high pressure die casting method. The components can, for example, be undercut and have zero draft. Precision Castings are suitable for lightweight designs, since cross sections as thin as 0.8 mm can be cast and heat treated. Plaster mould casting, according to the SPM-method, is best suitable for somewhat larger castings, 1 to 50 kg, in series from 5 to 500 pcs/year. Investment casting is ideal for smaller and more intricate castings with weights between 100 g and 3 kg and series up to 1000 pcs/year.






You can get our castings in the following aluminium qualities:
- EN AB-42000 (EN AB-AlSi7Mg) replaces (SIS 14-4244)
- EN AB-42100 (EN AB-AlSi7Mg0,3) replaces (SIS 14-4245)
- EN AB-42200 (EN AB-AlSiMg0,6)
- EN AB-43400 (EN AB-AlSi10Mg)
- EN AB-46000 (EN AB-AlSi9Cu3Fe)
- EN AB-47100 (EN AB-AlSi12Cu)
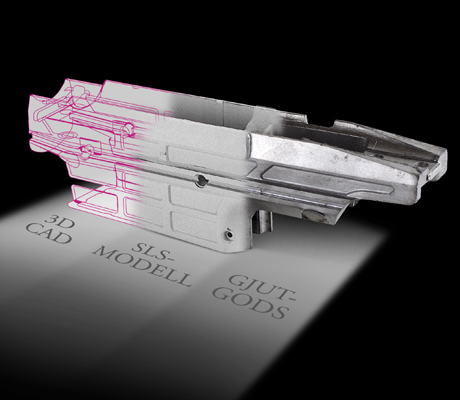
Rapid Casting
Rapid Casting is a fast method for the production of functional prototypes in aluminium, magnesium and zink alloys. The method was originally developed within the Electrolux Group for rapid prototyping of cylinders for chain saws. We deliver these castings in cooperation with our partner, Alphaform RPI Oy.
The method of Rapid Casting is based on a SLS-pattern (Selective Laser Sintering) produced from a 3D-file. The pattern is formed into a plaster mould and after drying the mould the SLS-pattern is burned out, the molten aluminium can then be filled into the mould. The method is fast and makes it possible to cast, 1 to 10, parts with complex geometries